
الصفحة الالكترونية لمادة القياسات - د. محمد أحمد عيشوني
الباب الخامس
قوالب القياس و محددات القياس
Chapter 5 - GAGE BLOCKS and GAGES
الجزء الأول - قوالب القياس
Gage Blocks
1- مقدمة :
قوالب القياس هي أدوات تمثيل للأبعاد بدقه عالية جدا و تعتبر قوالب القياس من الدعامات الأساسية في عمليات التقييس الصناعي، إذ أنها تعد مراجع (أو معايير) لاختبار و فحص دقة أجهزة قياس الأبعاد مثل القدمة ذات الورنية و الميكرومتر. كما تستعمل قوالب القياس في المختبرات و ورش التشغيل في القياس المباشر وفي مـقارنـه القياسات قصـد الـتفتـيش عـن جـوده الـمنـتجـات.
قوالب القياس هي عبارة عن متوازي مستطيلات ذات أبعاد ثابتة و مصنعه من الصلب السبائكي المعالج حراريا بحيث أنها لا تتأثر بظروف محيط العمل من درجه حرارة و رطوبة.
2 - دقه قوالب القياس:
تعتبر قوالب القياس الأساس الدقيق لجميع أجهزة قياس الأبعاد الموجودة بالمختبرات و ورش التشغيل. فهي مصنعة بدقة عالية جدا قد تصل إلى 0.05 ميكروالمتر.
حسب المواصفات الدولية يمكن تصنيف قوالب القياس إلى أربع رتب و هذا حسب دقتها و هي كالتالي
Class 00 (AA)
Class 0 (A)
Class 00 (1)
Class 00 (2)
2- استعمالات قوالب القياس:
تستعمل قوالب القياس في الصناعة وفي المختبرات لأداء المهام التالية:
1 - معايرة أجهزة القياس مثل القدمه ذات الورنية والميكرومتر . حيث تسمح هذه العملية بتحديد نسبه الخطأ المترتبة على عمليه القياس بالجهاز (Calibration)
2 - فحص جودة المشغولات ذات الدقة العالية مثل أجزاء المحركات.
3 - ضبط آلات التشغيل ذات التحكم الرقمي (CNC Machines)
4 - القياس الدقيق للزوايا وهذا باستعمالها مع قضيب الجيب. (الباب السادس)
قياس الزوايا بواسطة قضيب الجيب
3- مجموعات قوالب القياس :
تتوفر قوالب القياس على شكل أطقم تحتوي على مجموعات معينه من القوالب وتكون موضوعه في صناديق خشبية قصد المحافظة عليها و على دقتها .
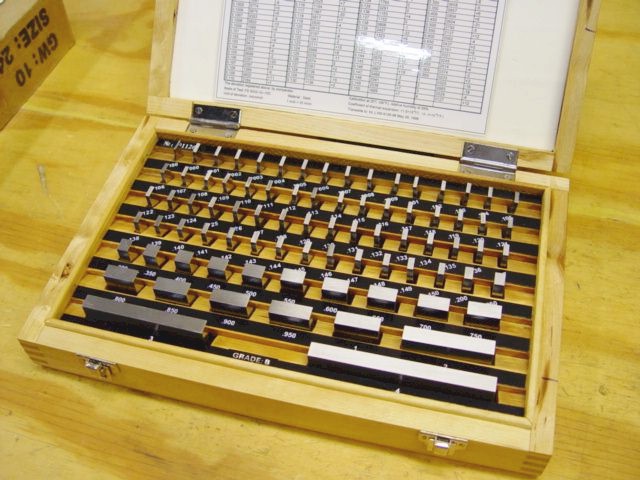
مثال عن طقم من قوالب القياس :
مقدار التزايد (الخطوة) (mm) |
أطوال القوالب (mm) |
عدد القوالب |
|
0.005 |
من1.005إلى 1.01 |
2 |
|
0.01 |
من1.02إلى1.10 |
9 |
|
0.1 |
من1.20إلى1.90 |
9 |
|
1 |
من1إلى10 |
10 |
|
10 |
من20إلى30 |
2 |
|
30 |
60 |
1 |
4- تركيب بعد معين باستخدام قوالب القياس :
قصد تحديد بعد معين باستخدام قوالب القياس يجب أن يراعي ما يلي :
1 - التأكد من النظافة التامة للقوالب وخلوها من الأتربة والغبار الخ..
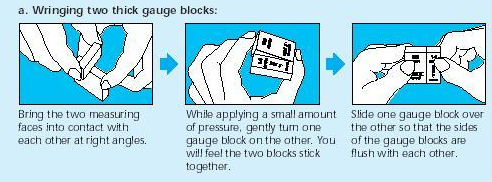
2 - يتم التجميع بين قالبين بأجراء عملية انزلاق سطح أحد القالبين على سطح القالب الثاني مع ضغط خفيف حتى يتم الالتصاق التام للقالبين ( Wringing ).
3 - لتحديد مقاسات القوالب التي نستعملها في تركيب المقاس المطلوب نقوم بإجراء عمليه حسابيه بسيطة على النحو التالي:
أ - نبدأ باختيار قالب القياس الذي يحقق أصغررقم عشري في قيمة البعد المطلوب يليه قالب يحقق الرقم العشري التالي وهكذا حتى يكتمل البعد الكلي المراد تحديده.
ب - يجب أن يراعى خلال هذه العملية أن نستعمل أقل عدد ممكن من قوالب القياس وهذا للتقليل من نسبه الخطأ في البعد المطلوب تحقيقه.
مثال عن تركيب الأبعاد باستعمال قوالب القياس : 5.615 مم .
الطريقة العملية الصحيحة :
البعد المراد تحقيقه هو : 5.615 مم
نختار القالب الذي يحقق أصغر رقم عشري و هو : 0.005 مم ، مقاس هذا القالب هو 1.005 مم
نطرح هذه القيمة من قيمة البعد المطلوب : 4.61 = 1.005 - 5.615
نختار بعدها القالب الذي يحقق الرقم العشري الأصغر أي 0.01 مم و هو 1.01 مم
نطرح هذه القيمة من القيمة المتبقية : 3.6 = 1.01 - 4.61
نختار القالب الذي يحقق أصغر رقم عشري و هو : 0.6 مم ، مقاس هذا القالب هو 1.6 مم
على نفس الشكل نقوم بعملية الطرح : 2.0 = 1.6 - 3.6
آخر قالب نختاره هو2.0 مم
===> القوالب المستعملة في تركيب بعد 5.615 مم هم : 1.001 - 1.01 - 1.6 - 2.0
من السهل توضيح هذه الطريقة عن طريق العملية الحسابية التالية
البعد المراد تحقيقه هو 5.615 مم
1.005 -
-------------
= 4.610
-1.01
-------------
= 3.60
- 1.6
-------------
2.00
- 2
-------------
0
ملاحظة : من الأخطاء الشائعة أن يبدأ في تركيب البعد المطلوب باختيار القالب الذي يحقق أكبر رقم عشري. إلا أننا نؤكد هنا انه يجب أن يبدأ بأصغر رقم عشري (أي العدد الموجود في أقصى اليمين).
الجزء الثاني - محددات القياس
Gages


1 - مقدمة :
تتسم الصناعات الميكانيكية المعاصرة بأنها صناعات ذات إنتاج كمي (Mass Production) أي أنه ينتج كميات هائلة من قطع المنتج. و للتفتيش عن ما إذا كانت القطع مصنعة حسب المواصفات القياسية فإن عمليات القياس قد تكون غير عملية لما تتطلبه من وقت و جهد كبيرين . لذا نستعمل في هذه الحالة محددات القياس (Gages). و هي أدوات تمثيل لأبعاد أو أشكال بقيم معينة و ثابتة و دقيقة جدا. باستعمال محددات القياس لا يمكن الحصول على قيم عددية للمقاس و إنما يمكن التأكد مما إذا كان البعد أو الشكل مطابقا للمواصفات. بصفة عامة، تستعمل محددات القياس لفحص و اختبار المقاسات و الأشكال عن طريق المقارنة و هذا قصـد الـتفتـيش عـن جـوده الـمنـتجـات. عادة ما تكون محددات القياس مصنعة من الصلب السبائكي الذي يعطيها خاصية مقاومة التآكل الاحتكاكي و هذا ما يسمح لها بالمحافظة على دقتها العالية لمدة زمنية أطول.
2 - أنواع محددات القياس
توجد هناك أنواع عديدة من محددات القياس التي تستعمل بكثرة في ورش التشغيل و في المجال الصناعي. و يمكن تصنيفها إلى الأصناف التالية:
محددات القياس الحدية : تسمح هذه المحددات بالتأكد بطريقة سريعة و سهلة فيما إذا كان بعد القطعة المقاسة في نطاق حدي التجاوز المطلوب (أو التفاوت المسموح به). من أهم هذه المحددات نجد محددات القياس السدادية التي تستعمل لفحص تفاوتات الثقوب، و محددات القياس الفكية (لفحص أقطار الأعمدة) ، و محددات قياس اللوالب السدادية (للقلاووظ الداخلي) و محددات قياس اللوالب الحلقية.
| 1 - محددات القياس الحدية | |||
 |

 |
 |
 |
| محدد قياس لولب سدادي (قياس القلاووظ الداخلي) Thread gage | محددات قياس لوالب حلقية Ring gages | محدد قياس السدادية Plain Cylindrical gages | محددات قياس فكية Snap gages |
| ملاحظة هامة : عادة ما تكون لهذه المحددات طرفين إثنين: الطرف السماحي (GO) و الطرف اللاسماحي (NOT GO) | |||
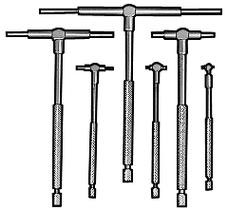
محددات القياس البسيطة : تستعمل هذه المحددات للفحص السريع و الدقيق لأشكال و أبعاد القطع. من أكثر هذه المحددات استعمالا نجد مححدات قيلس خطوة القلاووظ الداخلية و الخارجية، محددات قياس سمك الثقوب، و محددات الاستدارة، و محددات قياس الثقوب الصغيرة و المحددات التلسكوبية التي تستعمل بكثرة في نقل أبعاد الأقطار و مقارنتها مع جهاز القدمة ذات الورنية أو الميكرومتر أو قوالب القياس.
| 2 - محددات القياس البسيطة | |||

|
 |
 |
 |
| مجسات قياس لفحص سمك Thickness gages | محددات الاستدارة Radius Gages | محددات قياس تلسكوبية Telescopic gages | محددات قياس الثقوب Small hole gages |
كما توجد هناك أنواع أخرى من المحددات تستعمل لنقل الأبعاد الصعبة و الغير المتاحة لأجهزة القياس العادية. أهم هذه المحددات نذكر:
المتوازيات القابلة للتعديل Adjustable parallels
محدد المستوي Planer Gage
عن طريق هذه المحددات يمكن نقل الأبعاد بدقة عالية و من ثم مقارنة هذه الأبعاد مع جهاز قياس دقيق مثل القدمة ذات الورنية أو الميكرومتر كما هو موضح على الأشكال التالية.
 |
 |
 |
 |
|
المتوازيات القابلة للتعديل Adjustable parallels |
محدد المستوي Planer Gage |
||
3 - أمثلة عن استعمالات محددات القياس
إن استعمالات محددات القياس في عمليات التشغيل و الإنتاج عديدة و متعددة. ندرج هنا بعض الاستعمالات على سبيل المثال لا الحصر.
|
|
 |
 |
| التفتيش عن سمك مجرى في قطعة ميكانيكية | استعمال محدد قياس تلسكوبي لقياس قطر ثقب في البستون و من ثم تحديد القياس على جهاز ميكرومتر | |
4 - نصائح مهمة للاستعمال الصحيح لمحددات القياس
من أهم مميزات محددات القياس هي دقتها الجيدة و سهولة استعمالها في عمليات الفحص على أبعاد القطع المصنعة. حتى يمكن المحافظة على هذه الميزات خلال عملنا بهذه الأدوات ينصح بمراعاة ما يلي:الجزء الثالث - ساعات القياس
Dial Gages

ساعات القياس هي عبارة عن محددات قياس ذات قرص مدرج أو مبين تستعمل لتحديد قيم انحرافات مقاسات و أبعاد القطع المصنعة عن الأبعاد المنصوص عليها في المواصفات و التصاميم. تتكون أساسا من إصبع استشعار و عمود تثبيت و تدريج ثابت و آخر قابل للدوران (الصورة).
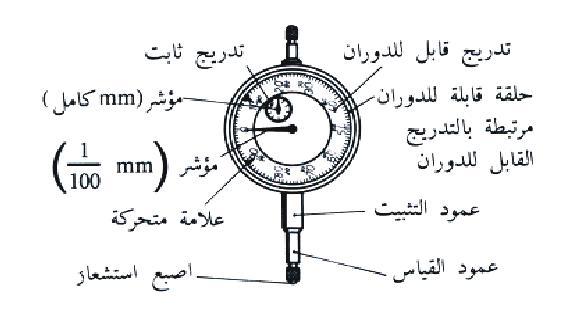
مكونات جهاز ساعة القياس
عند الاستعمال يجب تثبيت ساعة القياس على سطح مستوي و عن طريق تحريك إصبع الاستشعار على السطح المراد فحصه تنتقل انحرافات الأبعاد عن طريق الإصبع إلى المؤشر على الساعة المدرجة بتدرج يساوي 1/100 مم أي 0.01 مم. و منه يمكن تحديد قيم الانحرافات على السطح المقاس. عادة ما تستعمل هذه الطريقة في ورش التشغيل لفحص استواء الأسطح و استدارة الأعمدة و مقارنة الأبعاد مع قوالب القياس.
 تثبيت ساعة القياس على
قاعدة قياس مغناطيسية مستوية
تثبيت ساعة القياس على
قاعدة قياس مغناطيسية مستوية
 استعمال ساعة القياس لفحص
شغلة على آلة التشغيل
استعمال ساعة القياس لفحص
شغلة على آلة التشغيل
ارتباطات مهمة على شبكة الانترنت : Web Resources

عزيزي الطالب و المتدرب،
لقد تم إدراج هذه الارتباطات على الشبكة العالمية حتى تساعدك في عملية التحصيل المعرفي و الاستفادة القصوى من تجارب الآخرين. إذن هي أمامك و على بعد ضغطة زر فقط منك و تذكر دائما قول خاتم الأنبياء و المرسلين محمد صلى الله عليه و سلم "الحكمة ضالة المؤمن أين وجدها فهو أحق الناس بها". إذن لك هذه المصادر القيمة:
ممتاز، لقد أتممت دراسة هذا الباب . إذا كانت لديك أي أسئلة أو استفسارات أو ملاحظات فاضغط على هذا الارتباط للاتصال بالأستاذ و شكرا.
|
|
الصفحة من تصميم و إعداد : د. محمد أحمد عيشوني |
|
أستاذ مساعد - قسم التقنية الميكانيكية - الكلية التقنية بحائل |
|
|
آخر تحديث للصفحة : مارس 2005 |